


Does an Inspection Machine Always Need a Vibratory Bowl Feeder? What is Its Function?
The short answer is: No, an inspection machine does not always require a vibratory bowl feeder. However, for many high‑speed, automated inspection applications involving small parts, a vibratory bowl feeder is a common and effective solution.
I. Does an Inspection Machine Always Need a Vibratory Bowl Feeder?
| Scenario | Vibratory Bowl Needed? | Alternative Feeding Method |
|---|---|---|
| High‑speed, inline inspection of small bulk parts | ✅ Yes (most common) | – |
| Low‑speed, manual inspection | ❌ No | Operator places parts one by one |
| Parts already on a conveyor | ❌ No | Conveyor belt or indexing table |
| Tray‑fed parts (batch inspection) | ❌ No | Tray or magazine loader |
| Large parts (e.g., automotive panels) | ❌ No | Conveyor, roller bed, or gantry system |
| High‑mix, low‑volume production | ⚠️ Maybe (flexible feeder may be better) | Flexible feeder with vision |
| Parts supplied in tubes or reels | ❌ No | Tube feeder or reel‑to‑reel system |
Conclusión: A vibratory bowl feeder is not mandatory for all inspection machines. It is most valuable when you need to automatically orient and singulate small parts at high speed before inspection.
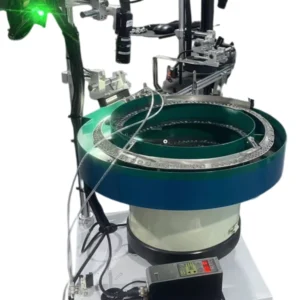
II. The Role / Function of a Vibratory Bowl Feeder in an Inspection Machine
When used with an inspection machine, the vibratory bowl feeder performs the following critical functions:
| Función | Descripción |
|---|---|
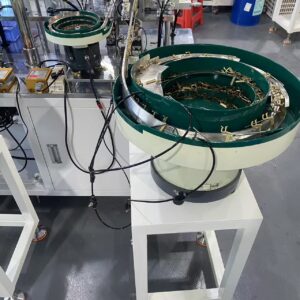
| Bulk storage & supply | Holds a large quantity of parts and supplies them continuously to the inspection station. |
| Orientation | Uses track tooling to position every part in the same orientation (e.g., logo up, leg down) so the camera or sensor sees consistent features. |
| Singulation (separation) | Ensures parts are fed one by one (not stacked or overlapping), preventing false readings or missed defects. |
| Timed / paced delivery | Delivers parts at a rate that matches the inspection system’s processing speed (e.g., one part every 0.5 seconds). |
| Integration with reject mechanism | Works with sensors or vision systems to trigger a reject action (air blast, pusher) when a defective part is detected. |
III. When a Vibratory Bowl Feeder is NOT Used for Inspection
| Inspection Type | Feeding Method | Reason |
|---|---|---|
| Large parts (automotive castings) | Roller conveyor, walking beam | Parts too large/heavy for a bowl |
| Parts on a production line conveyor | In‑line conveyor with trigger sensors | Parts already moving; no need to re‑feed |
| Low‑volume manual inspection | Operator hand‑places parts | Low speed, high flexibility |
| Flexible / high‑mix production | Flexible feeder (vision + robot) | Quick changeover between different parts |
| Parts in trays or magazines | Tray feeder or pick‑and‑place robot | Precise positioning already established |
| Parts on tape or reel (SMT components) | Tape feeder (reel‑to‑reel) | Parts already oriented in pockets |
IV. Summary Table
| Question | Answer |
|---|---|
| Is a vibratory bowl feeder required for all inspection machines? | No — only for certain applications (small parts, high speed, automated orientation). |
| What is its primary role? | To orient, singulate, and feed small parts at a controlled rate to the inspection station. |
| When is it essential? | When parts are small, need consistent orientation, and must be inspected in‑line at high speed. |
| What are alternatives? | Conveyor feeding, tray loading, tube feeders, flexible feeders, or manual placement. |







Reseñas
No hay ninguna reseña todavía.